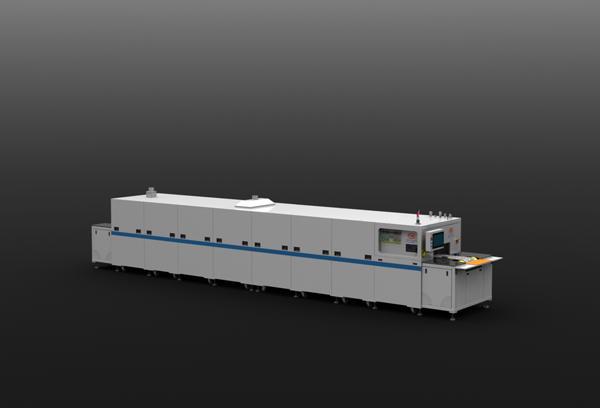
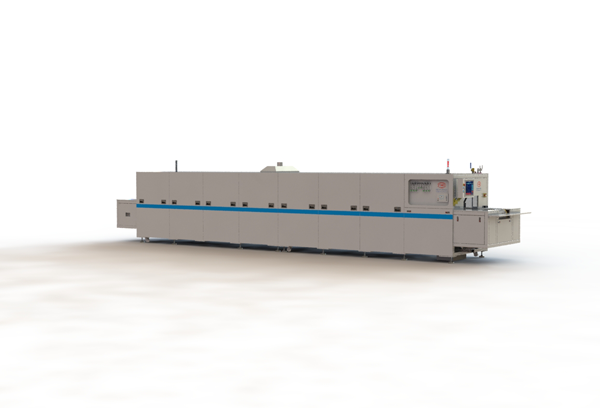
设备简介
- *本设备主要用于在N2 或N2、O2 混合气氛条件下的高温烧结、氧化、陶瓷覆铜等高温热处理
- *全体PLC控制,采用伺服电机,通过减速器进行控制,速度连续可调50-500mm/min
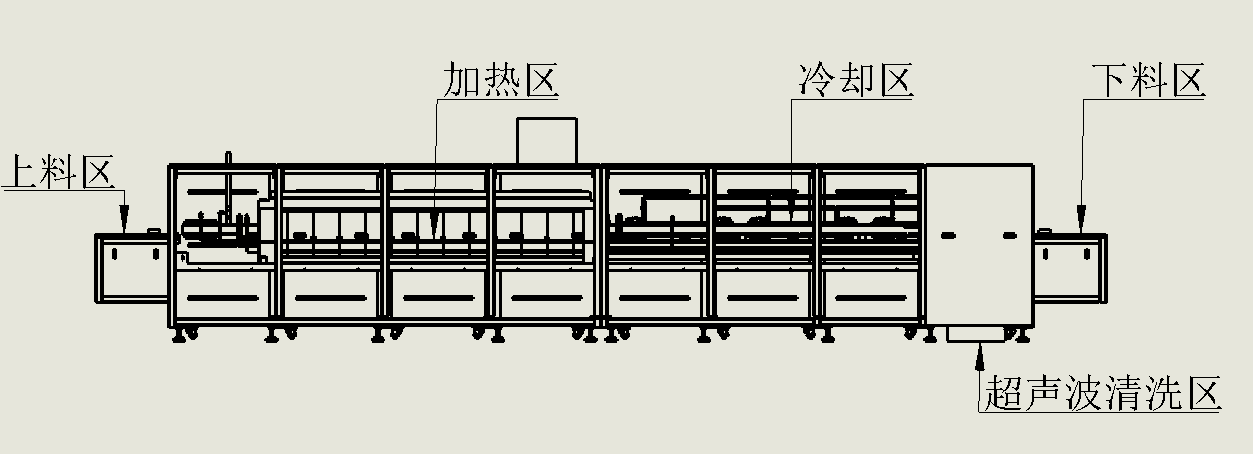
- *整机由上料区、加热区、冷却区、下料区、网带过料区和超声波清洗区组成,为了方便运输与安装,拆分成两段式拼接
- *加热区由高精度热电偶与PID微电脑温控进行温度精密调节,温度可升到1100℃
- *炉膛结构采用大炉腔结构和马弗301S,马弗厚度10mm
- *炉体内部的含氧量通过调节流量计对空气与氮气的比例进行微调,且通过气体测量仪测量炉体不同位置的实时气体的含量
工作流程图
开机,设置加热区温度→升温到所需的温度,调节流量计,直到调到所需要的值→启动变频电机带动网带运转→人工上料→产品经过炉道加工、冷却→人工下料
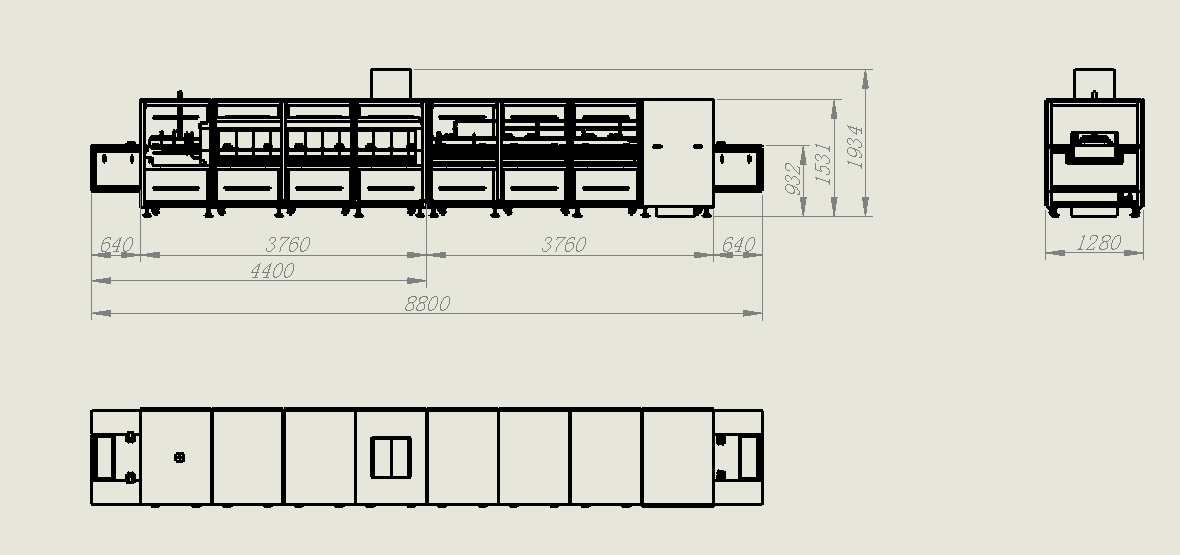
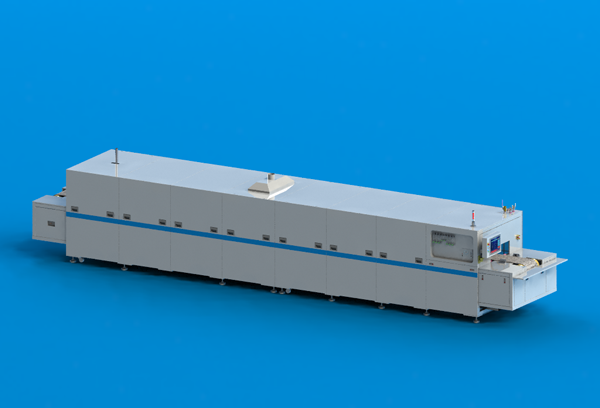
结构尺寸图
长(L)X宽(W)X高(H):8800(4400X2) X 1046 X 1934(不包括风扇口1531)mm
设备结构图
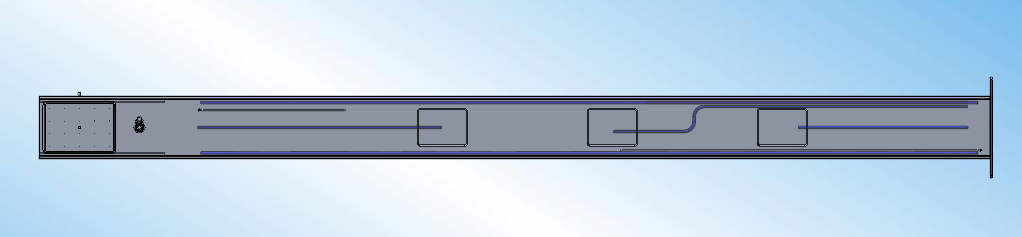
加热段管路分布图

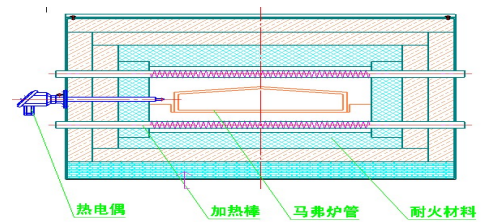
炉膛截面图
设备具体规格
- 1. 设备结构
- 1.1上下料平台: 离地面高度920-960mm,长度640mm,两端装有急停按钮;
- 1.2加热区: 1.共10个温区,每个温区都装有独立热电偶,加上两侧隔热保温区,共3000mm;2.加热电压380V,总功率77KW,可长期使用温度1050度,最高温度1100度,炉膛温度通过PID微电脑温控进行控制,恒温区温度范围在±1℃;
- 1.3冷却区: 1.水冷和气冷,总长3460mm,水冷分三级冷却,每段都有一个测温点以及高低温报警装置;2.冷却水经过外层水管接触炉壁,通过调节水循环与热传导对产品进行冷却;
- 1.4运动系统: 1.通过PLC控制变频电机带动链轮来调节主动轮和从动轮的运动速度,进而带动网带进行运动,运动速度50-500mm/min;2.网带通过包覆主动从动轮的摩擦力进行带动;
- 1.5网带宽度和产品尺寸: 1.网带材料为301S,宽度为200mm,炉膛最高可通过30mm的物品,两侧设有导正纠偏机构,炉体开口尺寸230X88mm;2.产品尺寸:宽X高在200X30mm内;
- 1.6气源进气系统: 1.进出口位置通纯氮进入气幕且在两侧加入气帘(多层不锈钢片),防止空气进入炉膛;2.炉膛前设有废气排出烟筒,通入氮气进行阻隔;3.为了保证炉膛内气氛氛围的稳定性,除了在加热段整管直通与冷却区通入氮氧混和比例气体外,还在加热区的的3、5、8区加入通气筛,从上往下进行均匀通气;
- 1.7气氛检测系统: 配氧含量分析仪,检测五点氧含量:2温区、7 温区、冷却区、气源氧含量校准接口;4点共用一套检测管路,电磁阀切换;
- 1.8清洗区: 通过超声波进行清洗;
- 1.9机架: 方钢焊接,外部拼接的方式,便于安装维修;
- 2.0外壳颜色: 烤漆电脑白(RAL9016);
- 2.1设备尺寸: 长(L)X宽(W)X高(H):8800(4400X2两段式) X 1046 X 1934(不包括风扇口1531)mm;
- 2.2设备重量: 3500KG;
- 2. 设备效率
- 2.1 设备产能: 50-500mm/min,具体效率根据实际生产条件而定;
- 2.2 设备升温标准: 马弗炉首次使用或长期停用后再次使用时,必须进行烘炉。烘炉的时间应为室温200℃七小时。200℃到600℃六小时,升温通过PLC进行控制;
- 3. 主电源规格
- 3.1 电源: AC3800V/ 50HZ ,额定功率:85KW;
- 4. 控制电压
- 4.1 直流控制: 直流24V提供给其他电气元(如继电器、光电组件、传感器、电磁阀、PLC输入);
- 4.2 规范控制: 制造商提供符合CE规范之直流24V电源供应器可设定次数及alarm;
档资料和售后服务
- 1. 档资料
- 操作说明书;电路维修图(含电气原理图、I/O等);保养和维修手册
- 2. 培训内容
- 设备的安装调校;设备操作;设备调校和参数设定;设备常见故障排除;设备维修;设备的易损件配件更换;其他注意事项
- 3. 售后服务
- 设备在正常使用情况下保修一年,包含设备到工厂后的安装调试和人员培训;同时提供终生技术支持和服务


 提交资料后将有客户经理与您联系
提交资料后将有客户经理与您联系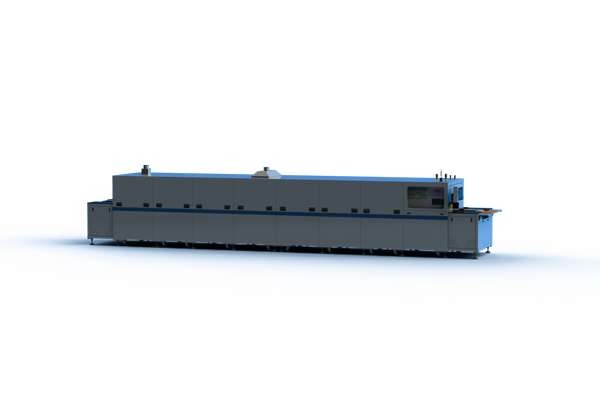

 全国服务热线
全国服务热线 在线咨询
在线咨询